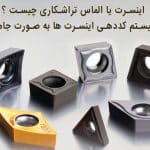
ابزارهای CBN، سرامیک و کاربایدی برای سوپرآلیاژ

ابزارهای برشی مناسب برای کار روی سوپرآلیاژها چه هستند ؟
پیش تر و در این مقاله با ماشینکاری و انواع سوپرآلیاژها آشنا شدیم. حال به این می پردازیم که کدام نوع از ابزار CBN، سرامیکی و اینسرت های کاربایدی معمولی برای ماشینکاری روی این جنس از قطعات مناسب تر است.
ابزار CBN چیست ؟ ابزارهای برشی CBN
- ابزار CBN بیشتر برای آلیاژهایی با سختی بیش از 45HRC بوده و دارای قیمت بالاتری نسبت به ابزارهای کارباید معمولی می باشند.
- برای عملیات پرداخت و نیمه پرداخت سوپرآلیاژ ها از حداکثر عمق 0.5 میلی متر (CBN مقاوم به سایش) و برای عملیات های خشن کاری بین 0.5 تا 3 میلی متر می باشد.
- به دلیل سختی و نقطه ذوب بالا، ابزارهای CBN می توانند گرما و فشار زیاد ماشین کاری را تحمل کنند. این ابزارها می توانند برای مدت زیادی لبه تیز خود را حفظ کنند و بنابراین کیفیت سطح را ثابت نگه داردن.
- سرعت های برشی برای ماشین کاری Inocel 718 با اینسرت های CNB10 می تواند 300 تا 400 متر بر دقیقه باشد.
- برای جلوگیری از ایجاد حرارت مضاعف ماشین کاری سوپرآلیاژ ها شرکت SECO آرایش های مخصوص زیر را پیشنهاد داده است. که ضمن ایجاد زاویه آزاد پیشانی اینسرت با تغییر و کاهش زاویه پخ محافظ توانسته کنترل بهتری در حرارت لبه برشی داشته باشد.

ابزارهای برشی سرامیکی
ابزار سرامیکی در کنار ابزار CBN میتواند انتخاب مناسبی برای ماشینکاری سوپرآلیاژ باشد
- به دلیل هندسه خاص لبه برشی ابزارهای سرامیکی در عملیات خشن کاری محدود است.
- یکی از عمده کاربردهای این ابزارها می تواند بعد از عملیات حرارتی باشد. در این مرحله از ماشینکاری میزان مواد باقیمانده از مرحله اول ماشینکاری، قبل از عملیات حرارتی از 0.5 میلی متر تا 3.0 میلی متر است.
- ابزارهای سرامیکی بر پایه اکسید آلومینیم AL2O3 می باشند که به آن آلومینا Alumina هم گفته می شود.
- اکسید آلومینم با TiC بین 30 تا 40 درصد به سرامیک سیاه (Black Ceramic) معروف است که این مواد مقاومت زیاد به سایش دارند و با سرعت های بالاتر در بعضی کاربردها تا 300 متر بر دقیقه می توانند کار کنند.
- ابزارهای سرامیکی بر پایه نیترید سیلکون Si3N4 معروف به سیالون (Sialon) می باشند و دارای خواص خوبی مانند چقرمگی بالا، مقاومت به سایش از نوع شیار و مقاومت به لب پر شدن را دارند.

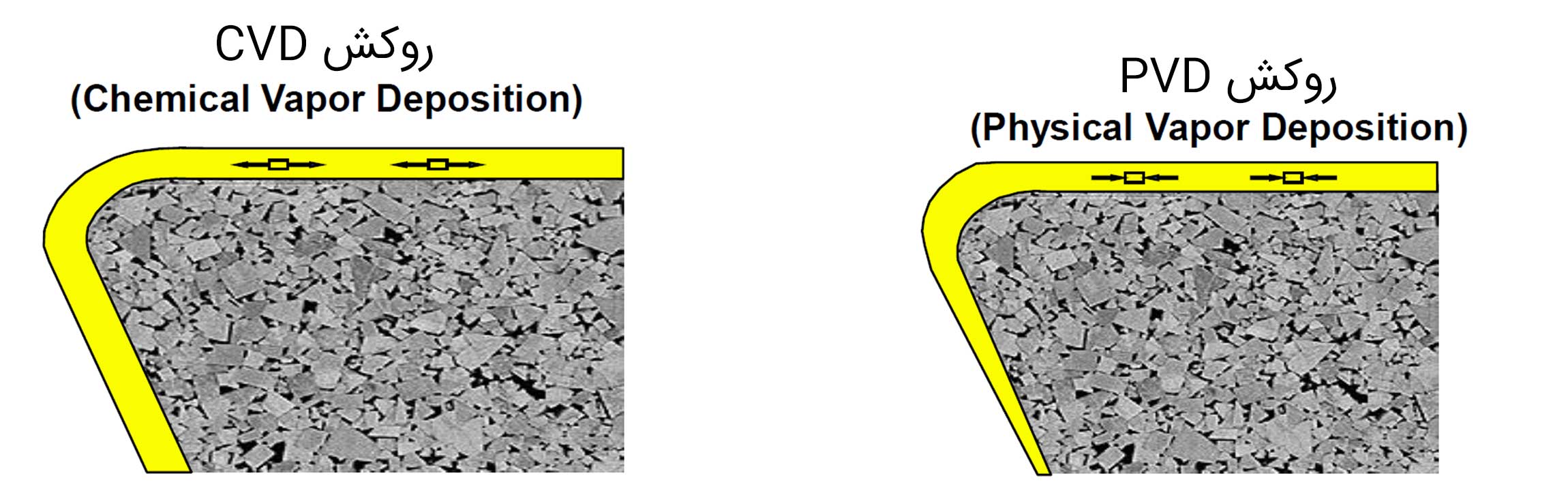
اینسرت های کاربایدی با روکش PVD برای سوپرآلیاژها
- گریدهای کاربایدی با پوشش PVD در ماشین کاری سوپرآلیاژها و آلیاژهای تیتانیم بهتر از ابزارهای با روکش CVD کار میکنند. این پوشش نازک و صاف بوده و تنش پسماند کمتری روی قسمت کاربایدی دارد که در مقاومت به لب پر شدن و ایجاد شیار کمک می کند.
- پوشش PVD نازک تر بوده و می تواند پروفیل بسته تری را روی قطعه ایجاد کند، این مطلب باعث میشود پوشش یا روکش PVD مانورپذیری بهتری نسبت به پوشش CVD داشته باشد.
- پوشش های PVD مقاومت ابزار به سایش و همچنین پایداری شیمیایی از سطح اینسرت را افزایش داده و احتمال به وجود آمدن براده با لبه انباشته را کم می کند.
برای خرید انواع اینسرت های تراشکاری به صفحه اختصاصی اینسرت ها مراجعه کنید.
ابزارسل