ماشینکاری سوپرآلیاژها – هر آنچه باید بدانید و انواع سوپرآلیاژ
بیشتر شدن کاربرد سوپرآلیاژ ها در صنعت
در طی سال های اخیر و با پیشرفت تکنولوژی هر روز مواد توسعه یافته تری وارد عرصه صنعت می شود. صنایع مختلف برای تولید محصولات پیشرفته و همچنین برای ارتقا کیفیت محصولات صنعتی خود نیازمند موادی با خواص مکانیکی و شیمیایی خیلی بالاتر هستند. دارا بودن ویژپی های سختی، استحکام، چقرمگی، مقاومت به اکسید شدن، مقاومت در حرارت زیاد، مقاومت در برابر خزش در دمای بالا و مقاومت به سایش و خوردگی دلایل اصلی توسعه روز به روز مواد به شمار می رود. در این مقاله به صورت کامل ماشینکاری سوپرآلیاژ ها، مشکلات، انواع سوپرآلیاژ را توضیح داده ایم.
خواص فیزیکی و متالوژیکی سوپرآلیاژ ها:
- خاصیت فوق العاده ضدزنگ بودن – کاربرد : صنعت پزشکی
- دارا بودن استحکام زیاد و در عین حال وزن سبک – کاربرد : صنایع پزشکی و هوافضا
- مقاومت زیاد به خوردگی – کاربرد : صنایع پزشکی و دریایی
- خاصیت فوق العاده مقاومت به خزش در دماهای بالا – کاربرد : صنایع نیروگاهی و هوافضا
روش ساخت سوپرآلیاژها:
1- سوپرآلیاژ به روش فورج
- خصوصیت روش تولید: استحکام بالاتر و مقاومت بهتر در مقابل خستگی و شکست
2- سوپرآلیاژ به روش ریخته گری
- خصوصیت روش تولید: چقرمگی و استحکام خزشی عالی
3- سوپرآلیاژ به روش متالوژی پودر
- خصوصیت روش تولید: تولید قطعات به اشکال پیچیده

مشکلات ماشینکاری سوپرآلیاژ ها
- ضریب هدایتی حرارتی خیلی کم : این امر موجب تمرکز بار حرارتی روی ابزار و کند شدن شدید انتقال حرارت شده و نهایتا منجر به سوختگی زود هنگام ابزار می شود.
- قابلیت کارسختی پذیری بالا : موجب سخت شدن سطح قطعه کار و اقزایش نسبی تنش تسلیم پس از هر پاس از ماشینکاری و یا کار سرد مکانیکی می شود.
- چسبندگی بالا : موجب افزایش براده با لبه انباشته می شود و از این نظر (چسبندگی) رفتاری مشابه استنلس استیل و آلومینوم دارد.
- کنترل مشکل براده : موجه عدم شکست براده در فواصل کوتاه و تولید براده بلند می شود.
- کنترل مشکل براده
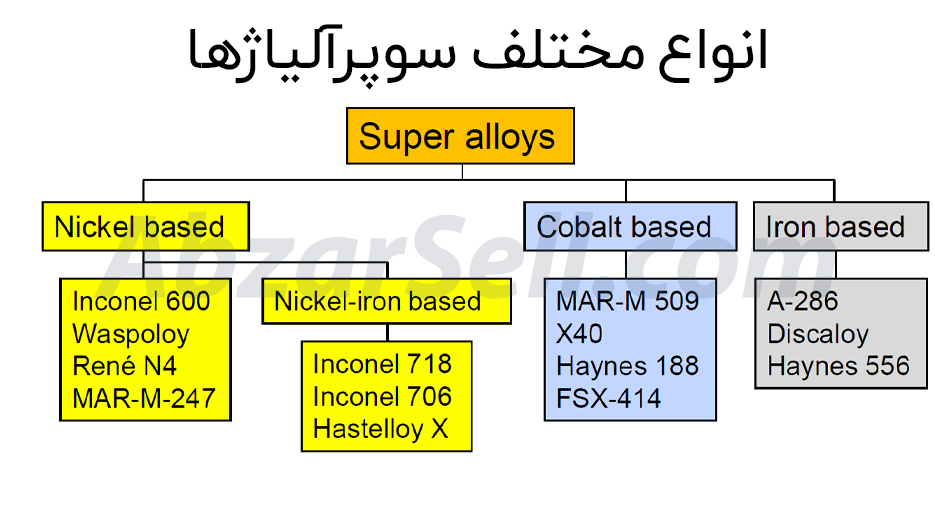
انواع مختلف سوپرآلیاژها
سوپرآلیاژها بر پایه سه عنصر آهن، کبالت و نیکل ساخته می شود. البته تیتانیم نیز در گروه سوپرآلیاژها قرار داشته که به صورت جداگانه بررسی خواهد شد.
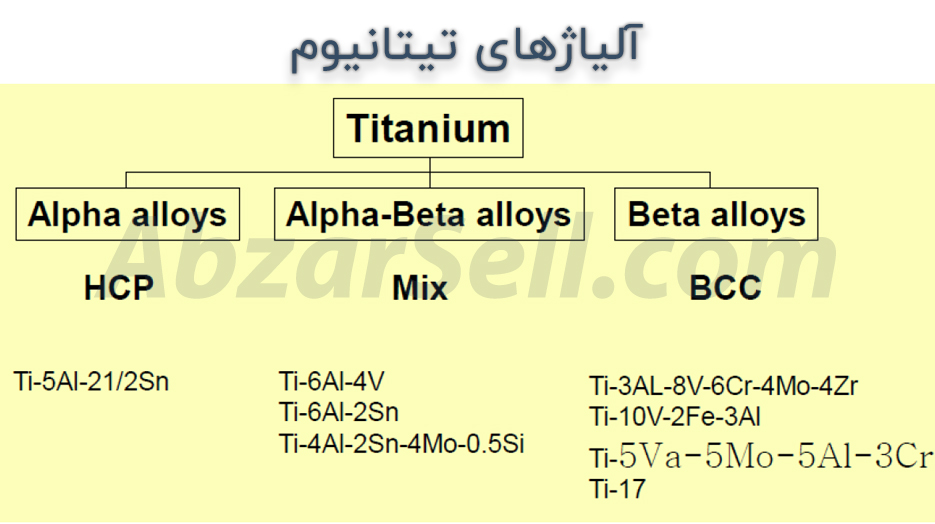
سوپرآلیاژ تیتانیوم – تقسیم بندی آلیاژهای تیتانیوم:
- ساختار α : تیتانیوم خالص و آلیاژهای نرم بوده و ساختار اتم های آن شش وجهی است.
- ساختار β : آلیاژهای سخت تر از α بوده و ماشینکاری آن ها مشکل تر است. ساختار کریستالی آن ها BCC می باشد.
- ساختار α – β : ترکیبی از دو ساختار بالا بوده و از نظر ماشینکاری بین دو گروه بالا قرار میگیرد.
خواص ماشینکاری آلیاژهای تیتانیوم:
- سختی بالا: به دلیل ساختار متالوژیکی خاص این آلیاژها ماشینکاری تیتانیم نسبت به ماشینکاری فولادی با سختی یکسان مشکلتر است.
- هدایت حرارتی پایین: به دلیل هدایت حرارتی پایینی که تیتانیم دارد، بیشتر حرارت تولید شده هنگام براده برداری در لبه برشی متمرکز می شود.
- پایین بودن مدول الاستیسیته: به دلیل پایین بودن مدول الاستیسیته هنگام ماشین کاری مواد انحراف پیدا کرده و خیز برمی دارد. انحراف مواد خصوصا هنگام ماشینکاری سنگین می تواند موجب لرزش (Chatter) شود.
- پتانسیل بالای واکنش فلزی: مهمتر از همه اینکه تیتانیم علی رغم داشتن مقاومت به خوردگی خوبی که در بیشتر محیط ها از خود نشان می دهد ولی نسبت به دیگر سوپرآلیاژها از نظر واکنشی فلزی فعال تر است. در واقع ممکن است آلیاژهای تیتانیم در طی روند ماشین کاری آتش گرفته و بسوزند.
ماشینکاری سوپرآلیاژ ها و آلیاژهای تیتانیوم:
به دلایلی که در قسمت های قبلی اشاره شد ماشینکاری آلیاژهای مقاوم به دمای بالا مشکل می باشد، لذا برای ماشین کاری سوپرآلیاژ ها تکنیک های خاصی استفاده می شود. ما راه حل های عملی زیر را برای ماشین کاری این آلیاژها پیشنهاد میکنیم:
1- آلیاژها را در نرمترین حالت ممکن ماشین کاری کنید، بسیاری از آلیاژهای تیتانیوم و نیکل قابلیت پیر سخت شدن را دارند، سختی این آلیاژها بعد از عملیات حرارتی شدیدا افزایش می یابد.
وقتی ذرات فاز ثانویه شکل می گیرند، آلیاژ پراستحکام تر و ساینده تر میشود و بنابراین ماشین کاری آن مشکل تر می شود. به طور کلی ماشین کاری مواد نرمتر آسانتر است.
در تولید عموما قطعه تا نزدیک به ابعاد نهایی ماشین کاری می شود و سپس پیر سخت می شود در پایان با ماشین کاری به ابعاد نهایی می رسد.
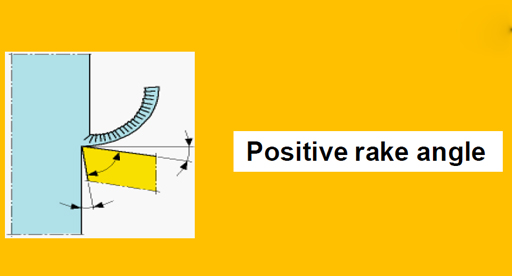
2- از ابزار با زاویه براده مثبت در عملیات پرداخت و نیمه پرداخت استفاده کنید. ابزار با زاویه مثبت سختی کمتری را به ماده تحمیل می کند، همچنین براده با لبه انباشته را نیز کم می کند.
3- از لبه های تقریبا تیز استفاده کنید. به دلیل مذکور، یک هونینگ سبک یا حتی لبه های تیز در جلوگیری از براده با لبه انباشته و افزایش کیفیت صافی سطح مفید است.
لبه های برشی کند نیروهای ماشین کاری را افزایش می دهند که می تواند منجر به براده با لبه انباشته، شکست ابزار و خیز زیاد قطعه کار شود. همه این موارد منجر به ایجاد یک سطح خشن می شوند.
لبته لبه های برشی تیز ترد تر بوده و مستعد لب پر شدن در هنگام کار روی سوپرآلیاژ هستند.
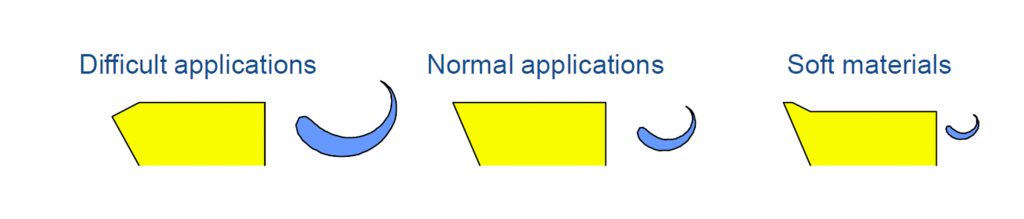
4- از ابزار با هندسه قوی برای سوپرآلیاژ استفاده کنید شعاع بزرگ نوک ابزار تا جایی که هندسه قطعه کار اجازه می دهد می تواند مفید باشد.
5- از تجهیزات صلب استفاده کنید. صلبیت از لرزش که باعث کاهش کیفیت سطح و شکست ابزار می شود، جلوگیری میکند. همچنین با تجهیرات می توان به تلرانس های بسته تری رسید.
6- از انحراف مواد قطعه کار جلوگیری کنید، این موضوع خصوصا در ماشین کاری قطعات نازک و آلیاژهای تیتانیم مهم است. تیتانیم انعطاف پذیر است و برای جلوگیری از انحراف آن می توان از روش های مثل فیکسچر و مواد پرکننده استفاده نمود.
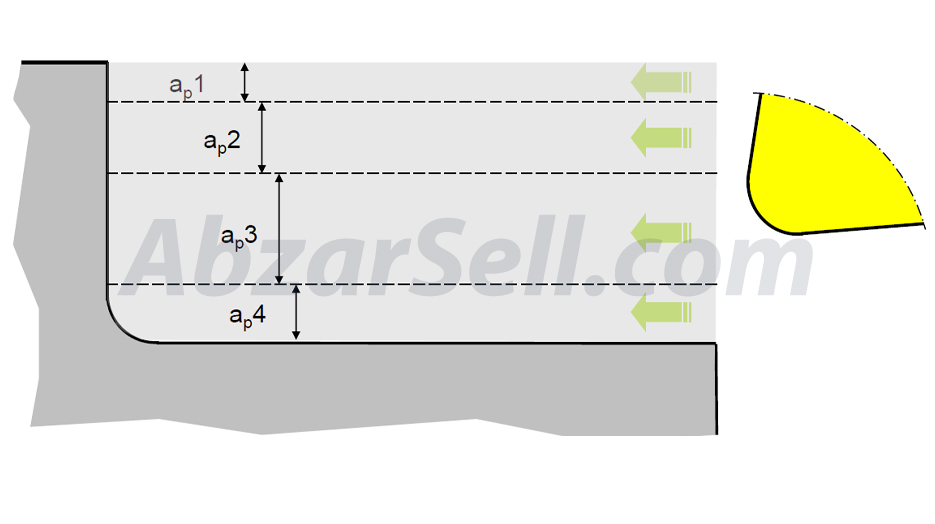
7- از زاویه هدایت بزرگ استفاده کنید (زاویه ورود کوچک)، استفاده از زاویه هادی بزرگ از به وجود آمدن شیار جلوگیری می کند. طول بیشتری از لبه برشی درگیر خواهد بود و بنابراین فشار قسمت خراب کننده در امتداد بیشتری روی سوپرآلیاژ پخش می شود.
8- وقتی بیشتر از یک مرحله ماشین کاری لازم است عمق براده برداری را متفاوت اجرا کنید. سطح قطعه کار عامل ایجاد شیار در لبه برشی است، وقتی از چند مرحله ماشین کاری با عمق متفاوت استفاده میکنید سطح قطعه کار با قسمت های مختلف لبه برشی برخورد کرده لذا اثر مخرب آن در قسمت های مختلف لبه برشی پخش می شود.